Asphaltrecycling aus einer Hand
Hohe Recycling-Quote reduziert CO2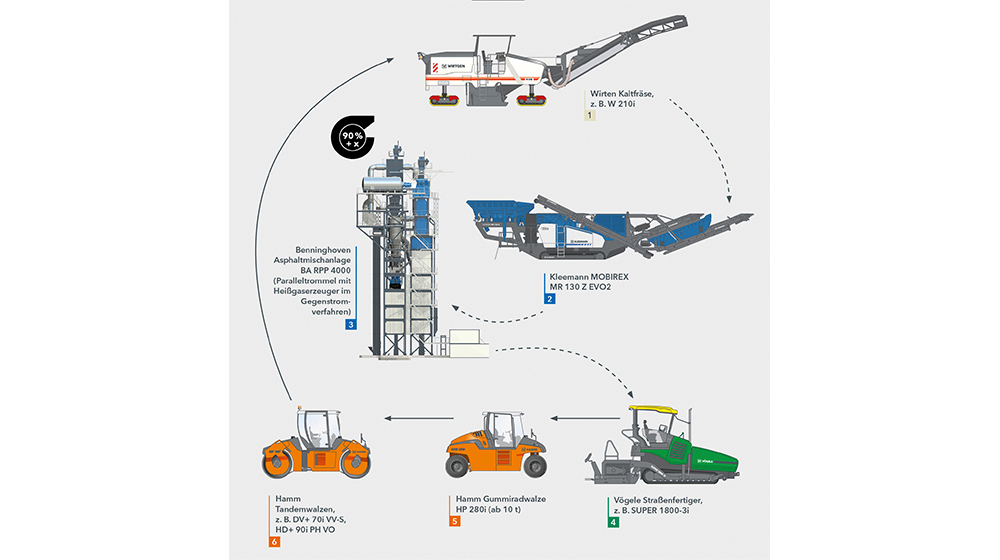 Quellen: Wirtgen Group
Quellen: Wirtgen Group
 Quelle: Wirtgen Group
Quelle: Wirtgen Group
 Quelle: Wirtgen Group
Quelle: Wirtgen Group
 Quelle: Wirtgen Group
Quelle: Wirtgen Group
 Quelle: Wirtgen Group
Quelle: Wirtgen Group
Damit aus Gesteinskörnungen und Bitumen Asphalt für den Straßenbau wird, braucht es einen thermischen Vermischungsprozess. Dafür ist eine Asphaltmischanlage unerlässlich. Immer öfter wird der Ausbauasphalt als Ressource entdeckt.
In Industrienationen werden längst weitaus mehr Straßenkilometer saniert als neu gebaut. Das bedeutet auch, dass Millionen Tonnen Asphalt abgetragen werden. Diese Aufgabe erledigen überwiegend Kaltfräsen. Sie sind das erste Glied in der Prozesskette, bei der im nächsten Schritt Brech- und Siebanlagen sowie die Asphaltmischanlagen folgen und an deren Ende der Altasphalt als Teil des neuen Mischgutes von Straßenfertigern wieder eingebaut wird. Wesentlichen Einfluss auf die Effizienz der Prozesskette haben dabei aufeinander abgestimmte Maschinen, innovative Verfahren und modernste Technologien. Dank reibungsloser Prozesse lässt sich das Asphaltrecycling wirtschaftlich und nachhaltig steigern.
Zugabemenge von Ausbauasphalt erhöhen
In vielen Ländern ist kaum noch ein Mischgut-LKW zu einer Baustelle unterwegs, der nicht mit einem Anteil an recyceltem Asphalt beladen ist. So entfiel 2018
allein in Deutschland ein Viertel des produzierten Asphalts (41 Mio. t) auf den Ausbauasphalt (10,5 t). Bei insgesamt rund 12 Mio. t anfallendem Ausbauasphalt bedeutete das im vergangenen Jahr eine Wiederwendung von 87 %. Die Aufbereitung von Altasphalt ist ein volkswirtschaftliches Gebot zur Erhaltung natürlicher Ressourcen. Die Industrie sucht daher immer wieder nach Lösungen, die Prozesse innerhalb der Asphaltmischanlage zu optimieren. Ein wesentlicher Ansatz ist dabei die Erhöhung der Zugabemenge von Ausbauasphalt in allen Rezepturen der „Heiß- und Kalt“-Aufbereitungstechnologien. Die maximale Zugabemenge schont nicht nur die Umwelt, sondern bringt auch Vorteile für die Mischgutpreise.
Bei der klassischen Recycling-Zugabe im Gleichstrom-Prinzip ist die Temperatur durch die entstehenden Abgasemissionen auf 130 °C beschränkt, die Abgastemperaturen liegen jedoch physikalisch bedingt darüber, was zu einem erhöhten Energieverbrauch und höherer Belastung der Entstaubung führt. Um eine Mischgut-Temperatur von 160 °C zu erreichen, muss Weißmineral in diesem Fall überhitzt gefahren werden.
Gegen den Strom: Recycling-Quote 90 + X%
Bei der Recyclingtrommel mit Heißgaserzeuger wird – im Unterschied zu klassischen Recycling-Paralleltrommeln – das Recycling-Material indirekt im Gegenstrom-Verfahren erhitzt. Dabei fließt das Material in der Trommel der Wärmequelle entgegen. Hierdurch werden höhere Materialtemperaturen bei gleichzeitiger Senkung der Abgastemperatur erzielt. Die Auslauftemperatur von 160°C entspricht der weiteren Verarbeitungstemperatur, die Abgastemperatur liegt über dem Taupunkt in etwa bei 100°C.
Das Ganze ist nur möglich durch den Einsatz eines Heißgaserzeugers, denn bei Direktbefeuerung würde das Recycling verbrennen und somit unbrauchbar werden. Brenner, Heißgaserzeuger, Recyclingtrommel, Absaughaube sowie Um- und Abluftsystem sind dabei exakt aufeinander abgestimmt. Positiver Effekt: Das Weißmineral muss nicht mehr überhitzt gefahren werden, was zu einer deutlichen Energiereduzierung führt.
Durch das Recycling im Gegenstrom-Verfahren lassen sich die Emissionen massiv senken (TA-Luft) und – je nach Qualität des Recycling-Materials – Recycling-Quoten von 90 + X % erzielen. Das macht die Investition in die gleichermaßen grüne wie effiziente Technik
besonders attraktiv. Noch grüner wird die Technik, wenn auch die vorgelagerten Prozessschritte – Bearbeitung der Sieblinie und Fräsen des Asphalts – mit modernsten Verfahren und Technologien umgesetzt werden.
Siebanlagen: Optimale Sieblinie steigert Recyclingzugabe
Die theoretisch größtmögliche Zugabemenge des Ausbauasphalts hängt maßgeblich von dessen Sieblinie ab – oder anders ausgedrückt, von dessen Inhaltsstoffen in Menge, Größe und Zusammensetzung. Ein Ziel muss es demnach sein, die Sieblinie des zerkleinerten Ausbauasphalts weitestgehend der gewünschten Sieblinie des Endprodukts Fertigasphalt anzunähern. Hier sind mobile Siebanlagen gefragt. Sie sorgen dafür, dass bis zu 80 % des ausgebauten Asphalts (Fräsgut) direkt weiterverarbeitet werden können. Dadurch sinken die Prozesskosten gegenüber einer vollständigen Nachbearbeitung des Fräsguts deutlich.
Im Falle einer vollständigen Nachbearbeitung, also auch der des restlichen Überkorns, kämen zusätzlich Prallbrecher, ausgestattet mit einer Nachsiebeinheit, zum Einsatz.
Intelligentes Fräsen: ökonomisch und ökologisch wertvoll
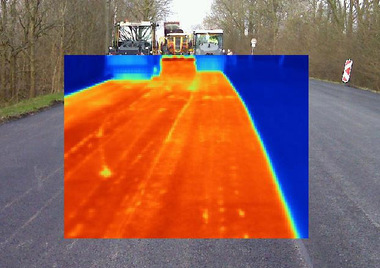
Zunächst muss der Ausbauasphalt aber durch das Abtragen des Fahrbahnaufbaus rückgewonnen werden. Indem Kaltfräsen den Asphalt schichtweise ausbauen, lässt sich das Fräsgut nach Mischgutarten getrennt entsprechend seiner bautechnischen Eignung und seiner qualitativen Eigenschaften dem Materialkreislauf zur erneuten Nutzung zuführen. Allein die selektive Rückgewinnung der Deck-, Binder- und Tragschicht bietet aus umwelttechnischen und wirtschaftlichen Gesichtspunkten deutliche Vorteile.
Rechnet man noch den Faktor intelligente Frästechnologie hinzu, wird die wirtschaftliche Wiederverwendung des Fräsgranulats in der Asphaltmischanlage noch erhöht. Verantwortlich dafür ist in erheblichem Maße die lastabhängige Wasserberieselung der Kaltfräsen. Das zur Kühlung der Fräsmeißel benötigte Wasser wird dabei in Abhängigkeit der Motorbelastung und Fräsgeschwindigkeit geregelt. Durch das automatische Zuschalten der Wasseranlage beim Ansetzen der Fräswalze bzw. durch das Abschalten beim Stopp der Fräsarbeiten kann der Wasserverbrauch deutlich verringert werden. Konkret lassen sich bis zu 20 % Wasser einsparen.
Im Ergebnis heißt das: Die Lebensdauer der Meißel wird verlängert, die Kaltfräse muss seltener betankt werden und die Standzeiten sind kürzer. Das freut nicht nur den Fräsenfahrer, sondern auch den Mischmeister der Asphaltmischanlage. Er profitiert von dem geringen Wasserverbrauch, weil dieser zu einer geringeren Restfeuchte des Fräsgranulats von 3-4 % pro t Asphalt führt. Ohne den Einsatz modernster Frästechnologien ist die Restfeuchte
höher.
Für den zur Herstellung des neuen Asphalts notwendigen Trocknungsprozesses in der Asphaltmischanlage ist die Gleichung simpel: 1 % trockeneres Ausgangsmaterial spart 1 l Heizöl pro t Fertigasphalt bei der Weiterverarbeitung zu Recycling-Mischgut. Hinzu kommen die durch den geringeren Energiebedarf reduzierten CO2-Emissionen.
Wirtgen Group
www.wirtgen-group.com